- Home
- サービス一覧
- 解析(故障/良品)・観察・分析
- 超音波探傷検査
解析(故障/良品)・観察・分析
超音波探傷検査(SAT)非破壊検査で半導体パッケージ内部の微小な剥離(隙間)を検出します
OKIエンジニアリングでは、超音波探傷検査(SAT)により非破壊で半導体パッケージ、セラミック、金属、樹脂部品などの内部ボイド、クラック、剥離などの欠陥を検出することが可能です。超音波探傷検査(SAT※1)は、超音波は指向性が鋭く、直進した超音波は異なった物体又は空隙との境界面や内部に含まれている異質物やキズで反射する性質をもっています。そのためエコー(反射波)により、伝播経路の性質、材質、密度距離の違いにより内部の情報が得られます。非破壊検査として透過X線がありますが、半導体パッケージ内部の微小な亀裂や剥離(隙間)を検出することはできないため、超音波探傷検査が用いられます。
- 超音波探傷検査例
- ICの実装評価・・・リフロー条件で加熱ストレス前後のパッケージ剥離の有無を確認
- ICの故障解析・・・オープン不良の原因調査
- 密着性評価・・・2種類の材料間の密着状態の確認(剥離、ボイドなど)
- ※1 SAT:Scanning Acoustic Tomography
超音波探傷検査による欠陥検出の原理
周波数が20KHz以上の人間の耳には聞こえない音を超音波と呼びます。この超音波を用いて、非破壊で工業部品内部を検査する超音波探傷検査は、超音波発振器と受信器を組み合わせたプローブを用いて、試料からの反射波を観測し、試料全体(観察箇所)に対して、プローブを走査させ、反射波から画像を構築します。物質に超音波を与えると材質の境界面で反射する性質があり、この性質を利用して、材質境界面の状態を検査することができます。超音波探傷検査は非破壊検査ですが、超音波の特性上、測定試料を水中に入れる必要があります。
超音波による欠陥検出の原理
図1.超音波測定の原理
超音波測定の原理を図1に示します。超音波探触子内の圧電素子が、パルス電圧の印加により振動します。この振動により発生した超音波を水中で試験体にあてると、弾性波として内部を伝播します。内部でボイド、クラックや異物が存在すると音響インピーダンスの変化がおきるため、反射・屈折といった挙動を示します。この図のICパッケージで言えば、シリコンチップとモールド樹脂界面、樹脂中のボイド、チップクラックなどがこれに相当します。この音響インピーダンスは(1)式のように密度と音速の積であらわされ、
Z=ρ・C ・・・ (1)
ρ:試験体の密度、C:試験体の音速
さらに反射率Rの関係は、音響インピーダンスを使って(2)式で求められます。

反射率は接している2つの材質の組み合わせにより異なり、状態の差が反射エコー強度の差としてあらわれます。特に密度が桁外れに小さい空気の場合、反射率はほぼ100%となるため、これが空隙を精度よく検出する大きな要因となっています。一般的に、探触子からは0.1~10ms間隔で断続的なパルス波が発せられており、その発振と発振の間で、試験体内部からの反射音を受信して欠陥を検出します。
超音波探傷検査でのIC観察イメージ図
超音波探傷検査でのIC観察イメージ図
超音波探傷検査測定対象
15MHz~200MHzと幅広い周波数帯のプローブを用意しておりますので、様々な試料が測定可能です。
超音波探傷検査でのIC観察イメージ図
半導体パッケージの内部ボイド解析事例
半導体パッケージのモールド樹脂中にボイドが発生していた事例をご紹介します。このようなボイドは、非破壊のX線観察では確認が困難ですが、超音波探傷検査による観測で容易に観察することが可能です。また断面観察を実施することにより、ボイドの大きさや位置を正確に確認することができます。
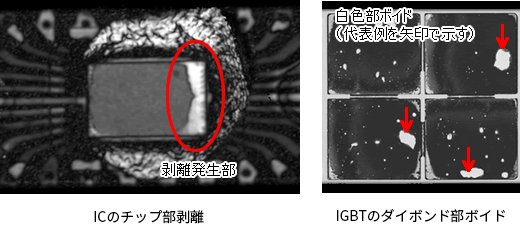
超音波探傷検査の観察事例
異常部にボイド、異物、クラックがあると推測される
超音波探傷検査(SAT)の観察
透過X線の観察事例
透過X線では異常が確認できない
透過X線でのIC観察
パッケージ断面の観察事例
断面研磨処理後に観察を行った。モールド樹脂中にボイドが確認された。
パッケージ断面の観察
超音波探傷検査の観察事例
- 解析(故障/良品)・観察・分析のお問い合わせ先
- WEBからのお問い合わせ:お問い合わせフォームはこちら
電話:03-5920-2366